
Model Predictive Control (MPC) for Vacuum Pan Crystallisation


Introduction
Vacuum pan crystallisation is one of the most critical operations in sugar manufacturing. Achieving the target Brix consistently is challenging due to strong nonlinearities, long process delays, and batch-to-batch variability. Traditional PID-based manual control often reacts late, leading to longer batch times and inconsistent product quality.
This blog presents a detailed overview of how Model Predictive Control (MPC) was developed and validated using real plant data from a 120‑MT vacuum pan. The objective: reduce batch time, ensure safe operation, and maintain consistent Brix at the end point.
Problem Statement
Reaching the desired Brix setpoint in a vacuum pan is inherently difficult because:
- The dynamics are slow and highly nonlinear.
- Process variables such as Level, Temperature, and Pressure are strongly coupled.
- Operators adjust steam and feed manually, often leading to overshoot or extended batch times.
As a result, the batch may take longer than required or may fail to reach the desired Brix on time. MPC aims to address these challenges by providing predictive, constraint-aware control.
What is MPC?
Model Predictive Control is an advanced multivariable control technique that:
- Predicts future trajectories of key process variables.
- Optimises manipulated variables such as Steam, Steam Temperature, Feed, and Outlet flow.
- Enforces all operational constraints explicitly.
- Computes the optimal move but applies only the first step, re-optimising at the next time step.
Because MPC is predictive rather than reactive, it is highly suited for slow and interacting systems like vacuum pans.
Why MPC for Vacuum Pan Crystallisation?
Vacuum pans exhibit:
- Strong interactions between variables
- High nonlinearity
- Slow response and long delays
- Operator-induced variability
Changes in steam affect not only Brix but also Level, Temperature, and Pressure. MPC handles these dynamic interactions better than PID by predicting the future effects of each move and optimising accordingly.
 Fig.1 MPC approach
Fig.1 MPC approach
Plant Data Collection & Preprocessing
Plant data was collected over 2 months (1464 hours). Variables measured:
- Brix
- Pan Level (%)
- Temperature (°C)
- Pressure (kg/cm²)
- Steam Flow (kg/hr)
- Steam Temperature (°C)
- Feed Flow (kg/hr)
- Outlet Flow (kg/hr)
Data underwent preprocessing to remove outliers, handle missing values, and normalise ranges. The cleaned dataset was used for model identification.
MPC Structure
Controlled Variables (CVs):
- Brix (primary target)
- Level
- Temperature
- Pressure
Manipulated Variables (MVs):
- Steam Flow
- Steam Temperature
- Feed Flow
- Outlet Flow
Prediction Horizon = 3 hours (matching typical batch duration)
Control Horizon = 1 hour (aligned with practical operator actions)
Constraints:
- Level ≤ 100% (safety)
- Steam, Feed, Outlet within plant limits
- Temperature and Pressure within ±5°C and ±0.5 bar margins
- Soft constraint on Brix = 100°Bx to allow feasible optimisation
Model Identification:
A state‑space/ARX model was developed using preprocessed plant data. Validation through correlation plots and step‑response trends confirmed the model’s ability to capture key dynamics and interactions.
This model was integrated into the MPC framework to simulate and optimize vacuum pan performance.
MPC Results & Interpretation
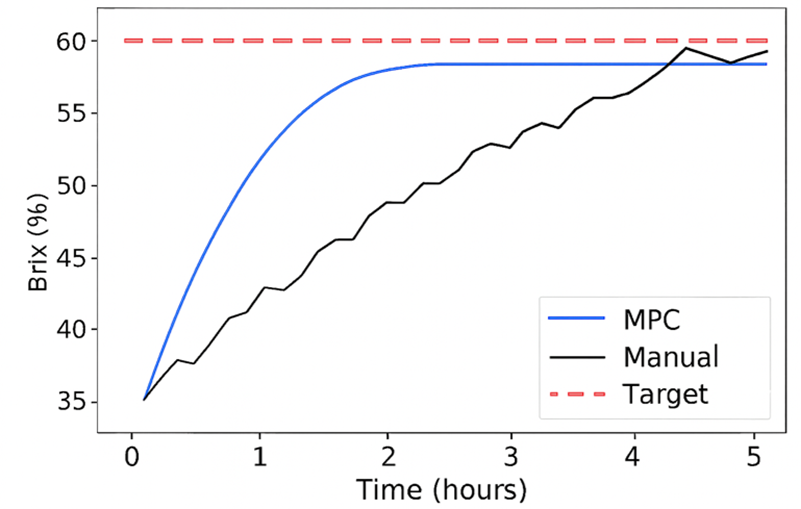
Fig.2 MPC vs Manual control
Key observations:
- MPC achieves target Brix (~58°Bx in study) within ~3 hours, compared to ~4 hours manually.
- Level remains within safety limits due to constraint handling.
- Temperature and Pressure stay stable, indicating no oscillations or unwanted disturbances.
- Manipulated variables move smoothly without abrupt changes.
Overall, MPC provides faster, safer, and more consistent operation than manual control.
Conclusion
MPC proved to be stable, practical, and effective for vacuum pan crystallisation. The controller:
- Reduces batch time by ~1 hour
- Increases throughput
- Minimises operator dependency
- Improves consistency and batch quality
- Ensures safe operation under all constraints
The results demonstrate that MPC is a robust solution for modernising crystallisation operations.
References
- C. E. García, D. M. Prett, M. Morari,
Model Predictive Control: Theory and Practice—A Survey, Automatica, 1989.
https://doi.org/10.1016/0005-1098(89)90002-2 - S. J. Qin, T. A. Badgwell,
A Survey of Industrial Model Predictive Control Technology, Control Engineering Practice, 2003.
https://doi.org/10.1016/S0967-0661(02)00186-7 - D. E. Seborg, T. F. Edgar, D. A. Mellichamp, F. J. Doyle,
Process Dynamics and Control, Wiley, 4th Edition.
https://www.wiley.com/en-in/Process+Dynamics+and+Control%2C+4th+Edition-p-9781119582089 - J. B. Rawlings, D. Q. Mayne,
Model Predictive Control: Theory and Design, Nob Hill Publishing, 2009.
https://jbrwww.che.wisc.edu/papers/book.pdf
Related Blogs
